El Centro de Tecnología Modo, fundado en abril de 2022, cuenta actualmente con un equipo de más de 80 profesionales altamente especializados. Está estructurado en dos áreas clave: el Departamento de Proyectos y el Departamento de Tecnología de Ingeniería, lo que permite una gestión eficiente e integrada de cada iniciativa.
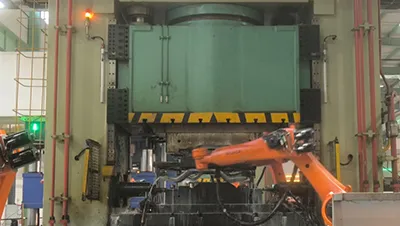
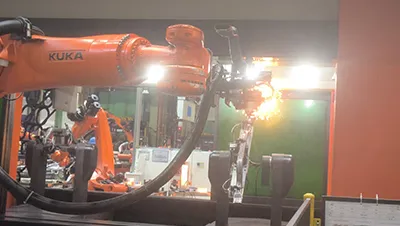
El Departamento de Proyectos abarca la revisión y evaluación de nuevos proyectos, el desarrollo de programas en fase inicial, la gestión de producción en serie y el desarrollo de proveedores. Por su parte, el Departamento de Tecnología de Ingeniería integra áreas como modelado y análisis, tecnología de herramientas y moldes, diseño de utillajes y fijaciones, planificación de líneas de producción, ingeniería de fabricación, implementación de procesos y control de costos estándar, así como pruebas y laboratorio.
El Centro de Tecnología reúne funciones esenciales que incluyen diseño, simulación y desarrollo de prototipos; diseño y fabricación de herramientas; planificación e implementación de líneas de producción; gestión integral de proyectos en serie; supervisión técnica; control de costos y desarrollo de recursos estratégicos. Como plataforma integral de innovación, el Centro actúa como el motor principal que impulsa el desarrollo continuo, la optimización tecnológica y el crecimiento sostenible de la empresa.




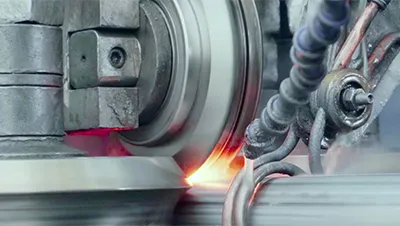
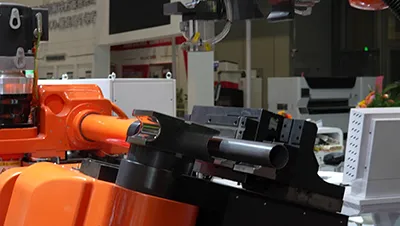
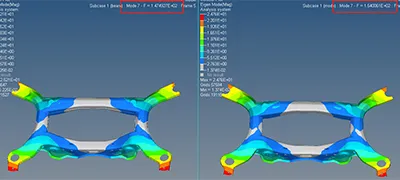
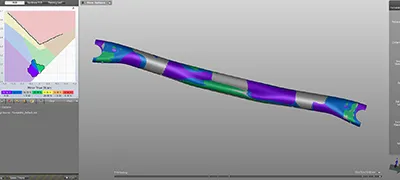
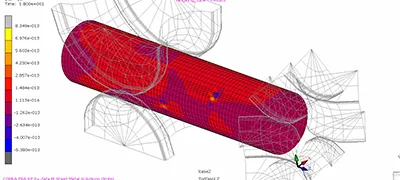
Contamos con un experimentado equipo de ingenieros especializados en el diseño de utillajes de control y herramientas. Hasta la fecha, hemos desarrollado más de 200 sets de moldes y dispositivos de control para proyectos de vigas de torsión y brazos de arrastre de chasis, acumulando una amplia experiencia en este tipo de componentes estructurales críticos. Nuestro equipo domina el análisis CAE, el modelado 3D y las tecnologías avanzadas de diseño de superficies, lo que nos permite optimizar cada solución desde la fase de ingeniería hasta su validación final. Además, disponemos de una sólida capacidad interna de fabricación de utillajes, respaldada por tres centros de mecanizado de pórtico, dos centros de fresado de alta velocidad, veinticuatro centros de mecanizado vertical, cuatro tornos CNC y tres máquinas de corte por hilo. Gracias a esta infraestructura, podemos realizar internamente prácticamente todo el procesamiento y la fabricación de herramientas y utillajes, con excepción del tratamiento térmico y el mecanizado de cinco ejes. Esta integración entre ingeniería y capacidad productiva garantiza mayor control, tiempos de respuesta más ágiles y una calidad constante en cada proyecto.